Luftbefeuchtung für Druckereien
Die richtige Luftbefeuchte für die Druckindustrie
Eine optimale Luftfeuchte ist für Druckereien ein wichtiger Produktionsfaktor. Im Offsetdruck, Digitaldruck, Rotationsdruck und im Verpackungsdruck entstehen ohne eine zusätzliche Luftbefeuchtung ernste Störungen im Produktionsablauf:
Elektrostatik
Wenn zu trockene Papiere bei niedriger Luftfeuchte verarbeitet werden, entstehen elektrostatische Aufladungen. Das Papier haftet aneinander und läuft nicht mehr problemlos durch die Druckmaschine. Dies gilt auch für synthetische Materialien wie z.B. PVC oder Polypropylen.
Papierverzug
Ist die Luftfeuchte im Papierlager oder im Drucksaal zu gering, gibt das Material Feuchtigkeit an die Raumluft ab. Es kommt zu ungewollten Dimensionsänderungen des Papiers. Das Papier hat dann keine Planlage mehr und kann nicht optimal weiterverarbeitet werden. Doublieren, Passerdifferenzen, Faltenbildung und Rollneigung sind häufig auftretende Schwierigkeiten infolge zu geringer Luftfeuchte.
Qualität
Mit einer Direktraum-Luftbefeuchtung kann eine optimale relative Luftfeuchte konstant ganzjährig gesichert werden. Der Druckprozess wird dadurch standardisiert, Makulatur reduziert, Maschinenstopps vermieden, Produktionszeiten verkürzt und Kosten gesenkt. Die optimale Gleichgewichtsfeuchte für die Verarbeitung von Papier liegt zwischen 50% und 60% relativer Feuchte.
Zusatznutzen: Standardisiertes Prozesswasser
Das für die Luftbefeuchtung produzierte Reinwasser kann zusätzlich als standardisiertes Prozesswasser für die Druckmaschinen im Offsetdruck genutzt werden. Aufbereitetes Wasser schützt die Druckmaschinen vor Korrosion, reduziert Betriebskosten und garantiert eine gleichbleibende Druckqualität:
- kein Tonen und Blanklaufen durch konstante Wasserhärte und PH-Wert
- verlängerte Lebensdauer von Druckzylindern und Druckwalzen
weniger Isopropanol-Anteil im Feuchtwasser reduziert Kosten
Die häufigsten Probleme - Fragen und Antworten
Das für die Luftbefeuchtung produzierte Reinwasser kann zusätzlich als standardisiertes Prozesswasser für die Druckmaschinen im Offsetdruck genutzt werden. Aufbereitetes Wasser schützt die Druckmaschinen vor Korrosion, reduziert Betriebskosten und garantiert eine gleichbleibende Druckqualität:

Optimale Luftfeuchte schützt das Papier

Kühlung durch Luftbefeuchtung

Elektrostatik
Elektrostatische Aufladungen können zu erheblichen Problemen bei der Verarbeitung von Papier, Folien und Verpackungen führen. Elektrostatik entsteht immer dann, wenn sich nicht oder nur schlecht leitfähige Materialien durch schnelle Reibung oder plötzliche Trennung aufladen. Eine optimale Luftfeuchte fördert das schadlose Ableiten elektrischer Ladungen.
Von statischer Aufladung spricht man, wenn sich an Materialoberflächen positive oder negative Ladungen befinden, die nicht abfließen können. In der Druckindustrie entsteht statische Elektrizität auf zu verarbeitenden Materialien in erster Linie durch Reibung oder durch plötzliche Trennung – beispielsweise beim Führen des Materials durch die Druckmaschine. Papierbahnen und Papierbogen sind im Druckprozess an den Leitwalzen hohen Reibungen und der Gefahr von Elektrostatik ausgesetzt, besonders wenn die Walzen mit Gummi oder Kunststoff überzogen sind, die aufgrund der hohen Isolationswirkung Aufladungen nicht ableiten können.
Feuchte steigert Leitfähigkeit
Papier gilt als Halbleiter und kann seine Leitfähigkeit durch die Aufnahme von Feuchtigkeit erhöhen. Bei einer ausreichend hohen Feuchtigkeit ist die Leitfähigkeit des Papiers soweit verbessert, dass elektrische Ladungen problemlos abgeleitet werden können. Auf Nichtleitern, wie z. B. Kunststoff-Walzen oder nichtorganischen Bedruckstoffen wie Folien, bildet sich ein dünner Feuchtigkeitsfilm, der die Oberfläche soweit leitfähig macht, dass es nicht zur gefährlichen Ansammlung von Ladungen kommt.
Probleme durch Elektrostatik
Als kritische Untergrenze für die Entstehung von elektrostatischen Aufladungen gilt eine Stapelfeuchtigkeit von 40 % und eine relative Luftfeuchtigkeit von 45 bis 50 % im Verarbeitungsraum. Werden diese Werte unterschritten, können die dann entstehenden Anziehungskräfte dazu führen, dass vom Anlagestapel der Druckmaschine mehrere Bogen gleichzeitig angesaugt werden und Störungen im Materialdurchlauf auslösen. Materialien mit geringen Grammaturen reagieren sensibler auf Elektrostatik als Papiere mit höherem Gewicht. Zusätzlich kann das trennende Luftpolster zwischen den bedruckten Bogen im Auslagestapel zu schnell verschwinden und ein Ablegen der frischen Druckfarbe auf der Widerdruckseite verursachen. Ein schlechter Papierlauf durch die Druckmaschine kann außerdem zu Passerdifferenzen und einem unsauberen Druckbild führen. Im Rollenoffset gehen starke Aufladungen häufig mit Problemen im Falzapparat oder in der Falzbogenauslage einher. In der Weiterverarbeitung und Buchbinderei sind das Kleben am Anleger der Falzmaschinen oder ein schräges Einlaufen in die Falztaschen und Abzugsbänder ebenfalls Folgen von Elektrostatik.
Papierverzug
Falsche Behandlung und eine nicht konstant optimale Luftfeuchte haben gravierende Folgen für die Planlage von Papier und Karton. Als lebendige Materialien reagieren sie sehr sensibel auf Abweichungen von der Gleichgewichtsfeuchte. Die Laufeigenschaft des Materials und das störungsfreie Verhalten in der Druckmaschine (runability) werden durch die Luftfeuchtigkeit maßgeblich beeinflusst.
Pflanzliche Fasern sind als Hauptbestandteil von Bedruckstoffen wie Papier und Karton hygroskopisch: Sie können Feuchtigkeit aus der Luft aufnehmen oder an sie abgeben. Ob und in welcher Intensität dies geschieht, hängt von der Gleichgewichtsfeuchte des Materials, von der relativen Luftfeuchtigkeit und Temperatur der Umgebungsluft ab.
Gleichgewichtsfeuchte
Hygroskope Materialien versuchen ihren absoluten Feuchtigkeitsgehalt mit der umgebenden Luft in ein Gleichgewicht zu bringen. Die Gleichgewichtsfeuchte ist dann erreicht, wenn weder eine Feuchtigkeitsaufnahme noch eine -abgabe des Papiers an die Raumluft erfolgt. Abhängig von der Stoffzusammensetzung ist die absolute Feuchtigkeit des Papiers (z. B. zwischen 4 und 9 %) im Gleichgewicht bei einer relativen Luftfeuchtigkeit von 50 bis 60 %. Sind die Unterschiede zwischen der Gleichgewichtsfeuchte des Papiers und der relativen Luftfeuchte der Luft zu groß, verändert sich das Papier durch Aufnahme oder Abgabe von Feuchtigkeit: Die Papierfasern dehnen sich aus oder schrumpfen.
Relative Feuchte
Bei der Beurteilung des Raumklimas sind die physikalischen Zusammenhänge zwischen Temperatur, absoluter und relativer Luftfeuchtigkeit zu berücksichtigen: Die Wassermenge (= absolute Luftfeuchte), die die Luft in Form von Wasserdampf aufnehmen kann, hängt von der Temperatur ab. Warme Luft kann mehr Feuchtigkeit aufnehmen als kalte Luft. Ist die Höchstmenge an Wasserdampf erreicht, spricht man von gesättigter Luft und 100 % relativer Feuchte. Die relative Luftfeuchte ist das Verhältnis aus absoluter Feuchte und maximal möglicher Feuchte bei gleichbleibender Temperatur. Steigt die Temperatur bei gleicher absoluter Feuchte, sinkt die relative Luftfeuchte. In der Praxis ist die relative Luftfeuchte die entscheidende Messgröße für die Bewertung des Raumklimas.
Tellern
Ein Tellern des Papiers tritt immer dann ein, wenn Papierstapel mit normalem Feuchtegehalt einer zu trockenen Umgebungsluft ausgesetzt werden. Die Ecken und Kanten des Papierstapels wölben sich nach oben und bilden einen Teller. Durch die zu geringe Luftfeuchtigkeit geben die Bogenkanten Feuchtigkeit ab und schrumpfen gegenüber der Bogenmitte. Das Tellern tritt vor allem in der kalten Jahreszeit auf.
Randwelligkeit
Zu einer Randwelligkeit des Papiers kommt es, wenn die Feuchtigkeit des Papiers unter der Luftfeuchte der Umgebungsluft liegt. Über die Kanten nehmen die Bögen dann Feuchtigkeit auf, wodurch sich das Papier an den Rändern ausdehnt, während die Bogenmitte unverändert bleibt. Die Randwelligkeit entsteht, wenn entweder zu trockenes Papier einer höheren Luftfeuchte oder Papier mit einer normalen Gleichgewichtsfeuchte einer übermäßig feuchten Raumluft ausgesetzt wird.
Qualität
Die richtige Luftfeuchte ist für viele unterschiedliche Produktionsverfahren in der Druck- und Verpackungsindustrie ein Qualitätsfaktor. Nur ein störungsfreier Produktionsablauf ohne Zeitverzug in der benötigten Qualität garantiert für viele spezialisierte Anwendungen und Verfahren die erforderliche Produktivität und Wirtschaftlichkeit.
Rollenoffset
Der Rollenoffset ist im Vergleich zum Bogenoffset hinsichtlich der Luftfeuchte weniger empfindlich. Erhebliche Probleme können jedoch auftreten, wenn bei der Lagerung der ausgepackten und klebevorbereiteten Papierrollen in der Rollenträger-Ebene die relative Luftfeuchtigkeit zu niedrig ist. Eine optimale Feuchte zwischen 50 und 60 % stellen hier optimale Bedingungen dar. Ist diese nicht gegeben, können zwei Faktoren zu erheblichen Produktionsstörungen führen: Zum einen können die äußeren Lagen der Papierrollen Feuchtigkeit abgeben und austrocknen. Die daraus resultierenden Schrumpfungen bewirken erhebliche Spannungen im Papier, die zum Reißen der äußeren Lagen oder zum Aufplatzen der Klebeverbindung zwischen Papierrolle und der „Spitze“ (Rollenanfang) führen können. Zum anderen kommt es zu einem vorzeitigen Austrocknen des Klebers der vorbereiteten Rollen. Das Ergebnis sind Fehlklebungen während des automatischen Rollenwechsels oder Bahnrisse an der Klebestelle im weiteren Papierverlauf innerhalb der Maschine. Zusätzliche Makulatur, Produktionsunterbrechungen und mögliche Verzögerungen in der Auslieferung können die negativen Folgen sein.
Digitaldruck
Wie im klassischen Offsetdruck sind Dimensionsveränderungen des zu verarbeitenden Materials und elektrostatische Aufladungen die bedeutendsten Probleme, die durch zu trockene Luft verursacht werden. Stärker als im Offsetdruck wirkt sich fehlende Luftfeuchte zusätzlich auf die Druckqualität aus: Kommt es durch die schnellen Reibungsprozesse innerhalb der Maschine zu elektrostatischen Aufladungen, werden die Farbpigmente zwischen Maschine und Bedruckstoff diffus abgelenkt. Das Ergebnis ist ein uneinheitliches Druckbild, das mit hellen und dunklen Flächen als „Wolkenbildung“ erscheint.
Verpackung
Auch im Verpackungsdruck und in der Packmittelproduktion ist eine optimale Luftfeuchte einer der wichtigsten klimatischen Parameter. Für das Stanzen und Kleben von Chromoduplex-Kartons schützt eine ausreichend hohe Luftfeuchtigkeit vor Dimensionsänderungen und sichert eine hundertprozentige Passgenauigkeit der Endprodukte. Beim Verarbeiten und Kaschieren von synthetischen Folien werden aneinanderhaftende Materialien, Transportschwierigkeiten, Ablageerscheinungen, Faltenbildung und eine gestörte Farbübertragung verhindert.
Standardisiertes Prozesswasser
Einen erheblichen Einfluss auf die Druckqualität hat die Menge der Kalzium- und Magnesiumsalze, die die Gesamthärte des Wassers bestimmen. Kalzium und Magnesium haben die Eigenschaft, sich mit den verseifbaren Verbindungen der Druckfarben zu unlöslichen, festen Kalkseifen zu verbinden. In der Druckmaschine verbleiben diese unlöslichen Ablagerungen auf den Walzen der Farbwerke und machen diese zunehmend wasserfreundlich. Die Farbübertragung verschlechtert sich. Eine Folge ist das sogenannte Blanklaufen der Farbwalzen, d. h. die Druckfarbe gelangt nicht mehr störungsfrei vom Farbkasten auf die Druckform. Ideales Feuchtwasser hat eine Gesamthärte von 8° bis 10° dH (deutsche Härtegrade). Die Bildung von Kalkseifen ist in diesem mittleren Härtebereich nicht mehr problematisch.
Optimaler pH-Wert
Neben der Gesamthärte hat der Anteil des Hydrogenkarbonats, einen maßgeblichen Einfluss auf den Druckprozess. Hydrogenkarbonat bindet Säure und beeinflusst dadurch den pH-Wert. Im Offsetdruck liegt der drucktechnisch optimale pH-Wert des Feuchtmittels im leicht sauren Bereich zwischen 4,8 und 5,5. Feuchtmittelzusätze sind so gepuffert, dass der richtige pH-Wert auch unabhängig von Papier- oder Farbeinflüssen eingestellt bleibt. Enthält das unbehandelte Leitungswasser jedoch einen Hydrogenkarbonatgehalt über 150 mg/l, wird ein Teil des Säurepuffers neutralisiert. Schwankungen des pH-Wertes führen zu Druckschwierigkeiten, wie z. B. Trocknungsverzögerungen, Tonen und zu starkes Emulgieren.
Korrosion
Für die korrosiven Wasserinhaltsstoffe Chlorid, Sulfat und Nitrat definieren die Druckmaschinenhersteller maximale Grenzwerte, da sie zu erheblichen Beschädigungen führen. Aufbereitetes Prozesswasser schützt vor Korrosion und kann die Walzenstandzeit um bis zu 70 % erhöhen. Weitere direkte Kosteneinsparpotenziale ergeben sich durch die Einsparung von Alkohol und Feuchtmittelzusätzen, wie Isopropanol (IPA), und durch einen geringeren Reinigungsaufwand.
Wasser gut - alles gut
Durch eine Wasseraufbereitung kann aus jedem Trinkwasser standardisiertes Prozesswasser mit einer konstanten Härte, geringem Hydrogenkarbonatgehalt und frei von korrosionsfördernden Salzen und Mikroorganismen hergestellt werden. Ein kostengünstiger Doppelnutzen ist immer dann gegeben, wenn das aufbereitete Wasser gleichzeitig für die Luftbefeuchtung verwendet werden kann.
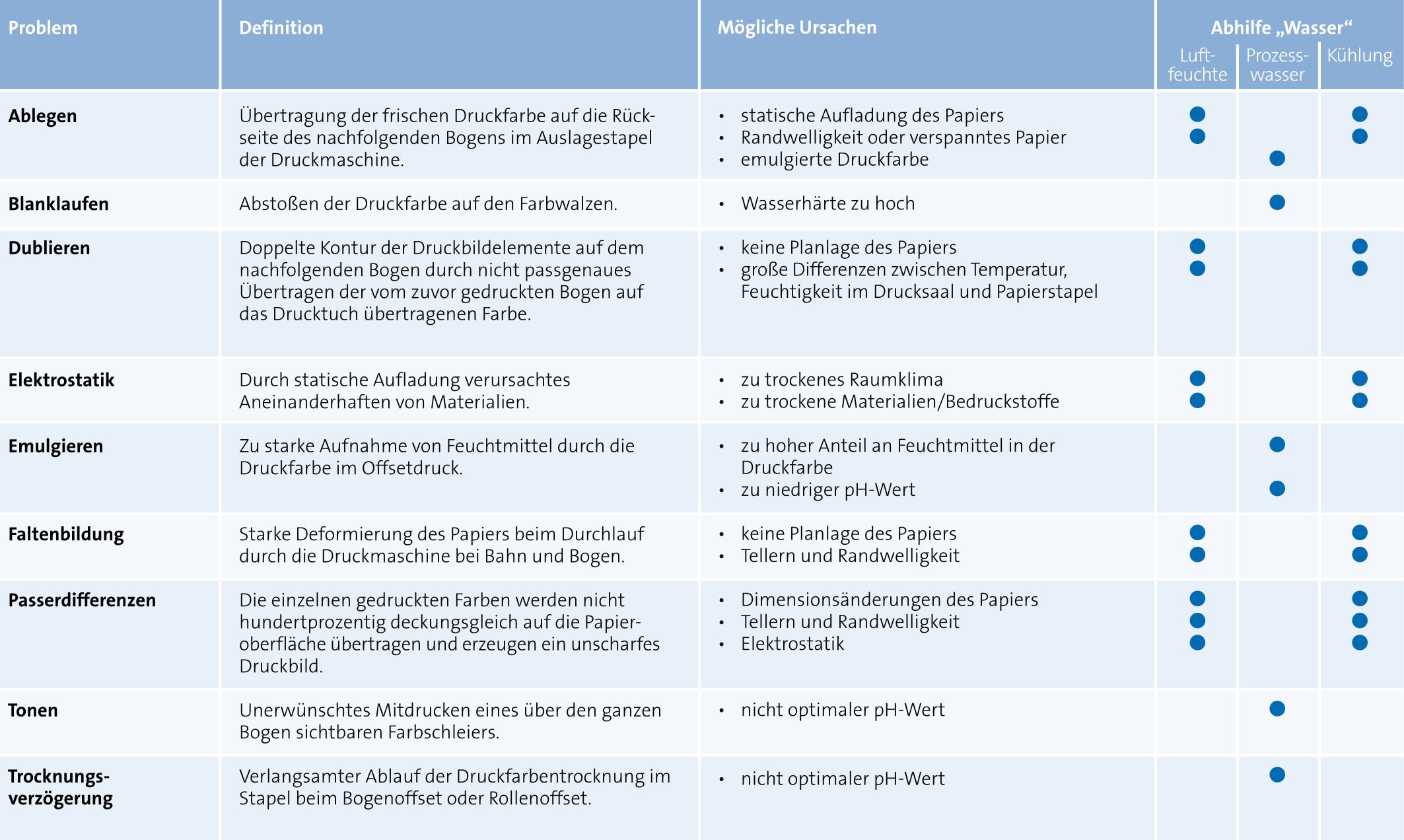
Die häufigsten Probleme
Der Produktionsfaktor Wasser beeinflusst Qualität, Kosten und Zeit im Druckprozess und in der Weiterverarbeitung. Nicht immer ist es jedoch sofort erkennbar, warum es zu Problemen im Produktionsprozess kommt. Im Folgenden finden Sie eine Übersicht häufiger Probleme aus den Bereichen Papier und Druckweiterverarbeitung.
Wasser ist ein Produktionsfaktor mit großem Einfluss auf die Wirtschaftlichkeit. Optimale Luftfeuchte und standardisiertes Prozesswasser schützen vor Verarbeitungsproblemen und Qualitätsschwankungen.
Beispiele aus der Praxis

Unsere DRAABE Luftbefeuchtung schafft zuverlässig die Voraussetzung für Höchstleistungen von Mensch und Maschine.

Aktuelles Whitepaper "Erfolgsfaktor Wasser"
Alle Informationen zur Bedeutung der Luftfeuchte in der Druckindustrie
Empfehlungen: Luftbefeuchtung für Druckereien

Wasseraufbereitung für die Luftbefeuchtung

DRAABE TurboFogNeo 8

VDI-Zertifizierung
